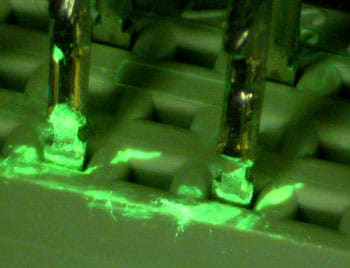
Liquid flux wicking into contact surface.
(UV light enhanced)
Liquid flux not a problem on back of connector,
only when it wicks to contact surfaces.
(UV light enhanced)
Using Which Ender to check for opensthrough mating connector.
Which Ender used to check for opens directly inside of connector.
Test Results:
Failures indicated while testing the cable
Opens Detected
Intermittent (Opens) Detected
High Resistance Errors Detected
*Note Cables with No-clean flux problems may actually test OK if your test adapters use spring-loaded pogo pins. They may also “ring out” OK with a VOM or continuity buzzer.
Necessary Conditions:
Must be present for this problem to occur
Soldering in any form such as:
Soldered terminations to contacts
Crimped terminations soldered after the fact for greater reliability
Soldered shielding
Aggravating Conditions:
Conditions that could contribute to, or worsen, the effects of this problem
Liquid flux used with, or in place of, flux core solder anywhere in the assembly, including shields.
Connectors with floating contacts (contact movement is allowed within insulating body) or connectors with gaps or holes between the soldered termination point and the actual mating surface of contacts (easier for flux to migrate and get on the mating surface).
No-clean flux used anywhere in the assembly.
Contacts with exposed mating surfaces (male pins will be more likely to have the problem than female contacts).
Root Cause:
Flux on contact surfaces. Flux is an insulator at low voltages. It interferes with good, low-resistance connections by causing an insulating barrier between mating contacts. Flux creates problems only when present on the mating surfaces of the contacts. Flux at, or near, the wire-to-contact termination point does not cause this problem.
Understanding the Failure Mechanism:
This failure could occur in soldered connections in your cable assembly under test (BAD cable test result)
This failure could occur in soldered connections in your mating test adapters (GOOD cable, but tests BAD)
Rosin core and water-soluble flux may be visible as a translucent brown tint or white powder on the contact surface. This type of flux is generally quite easy to clean off using standard solvents like alcohol.
No-clean flux can be perfectly clear and invisible and may be designed to cure with elevated temperatures. After curing, this flux will become resistant to most all solvents including all alcohol-based solvents that would otherwise remove flux.
Remember ‘no-clean’ means ‘can’t clean’!
Using test adapters built with pogo pins, or hand buzzing with a VOM may give a positive test result, even on a cable that fails on your automatic cable tester. This happens because you are making a “temporary” test connection at the very tip of the contact, or because the sharp tip of a probe breaks through the flux insulation barrier. However the cable still has a problem when plugged into a mating connector for actual use, due to the flux insulation barrier.
“WhichEnd” error detection (available on most Cirris testers) can often discriminate which connector has the flux barrier problem if standard Cirris adapters are used, or if your adapter cables are much shorter than the cable-under-test.
Confirmation of Root Cause:
One or more of the following might be used to verify the defect
If using a VOM to troubleshoot a questionable cable, rather than probing the cable-under-test directly with the meter’s test leads, plug a mating connector into it, then verify continuity through the mating connector. This way the VOM is “looking at” the cable-under-test the same way your cable tester is. To identify which end is defective after finding an open, remove the mating connector from one end at a time and retest.
Use a Cirris Which Ender to troubleshoot. The Which Ender, a simple capacitance detection probe, gives an audible tone-drop when touched to a pin that is connected to a wire. Because the failure is in the contact mating, you must attach a mating connector to the suspect connector. If you touch the Which Ender to any contacts that connect to terminated wires and DO NOT get the tone drop, it may be a flux barrier problem (verify that the pin to wire termination is indeed good).
You could then use the Which Ender to brush along the surface of the contact, looking for specific areas of breaks in connection caused by the flux.
Inspect the contacts with a UV light, comparing new (never soldered) contacts with the contacts of a suspect assembly. Flux contamination, which might be invisible to the naked eye, will show up under UV light. Wearing filtered glasses while using a UV light, as auto mechanics do to identify refrigerant leaks in Air Conditioning systems, works great and costs about $50. This is a great addition to your diagnostic toolbox. (Search Amazon’s website for UV Lights)
General Recommendations:
Never use a no-clean flux, in liquid form, for any purpose in a cable assembly.
Use flux in paste or in the core of the solder where possible. If liquid flux is used, limit it to the smallest amount that will do the job.
Never expect to remove a no-clean flux with solvents after soldering or heating (unless you have verified that you can).
For cables with soldered contacts, avoid testing with spring-loaded pogo pins. Instead, use mating connectors where possible.
Case Studies
Case Study #1
A new Cirris customer contacted us soon after receiving their tester complaining that it was failing a number of “simple D-Sub assemblies” with intermittent opens and high resistance failures. They sent us samples, one of which is pictured to the right. You can see the obvious flux residue on the pins. Since this was regular rosin core solder, a quick cleaning with isopropyl alcohol removed the flux, and solved the problem!
Flux residue is visible on d-sub connector with naked eye.
Magnification of the pins illustrates the problem more clearly.
Case Study #2
Another customer was having problems getting their Cirris tester to recognize all of the pins in their adapter cables. Buzzing them out with a VOM seemed to prove that everything was ok. Yet, when probing at the end of the interface cable plugged onto the tester, there were random opens. Pressing on the connector would help so it was assumed there was a pin insertion depth problem. However, upon further inspection the problem was found to be no-clean flux, which was absolutely clear to the naked eye and had cured due to the heat applied during soldering. The cables were cleaned with alcohol when built and there was no apparent flux on the male contact surfaces. Using a mating connector and the Cirris WhichEnder, the no-clean flux residue was found to be the problem. The cables were usable only after hours of scrubbing with alcohol.
Photo on left illustrates invisibility of no-clean flux. Photo on right demonstrates how the use of UV lighting reveals the flux contamination.